新米Gazami 【浸炭処理】
こんにちは。Gazamiです。
今日は数ある処理の中でほんの一例にすぎませんが、あるワッシャーの浸炭処理を
ちょっとだけ書き留めたいと思います。
材質 SAPH440
外径 25.85mm
内径 10.6mm
厚さ 4.4mm
規格 表面硬度 HV600-835
有効硬化層深さ ≧0.2mm
全浸炭 ≦0.8mm
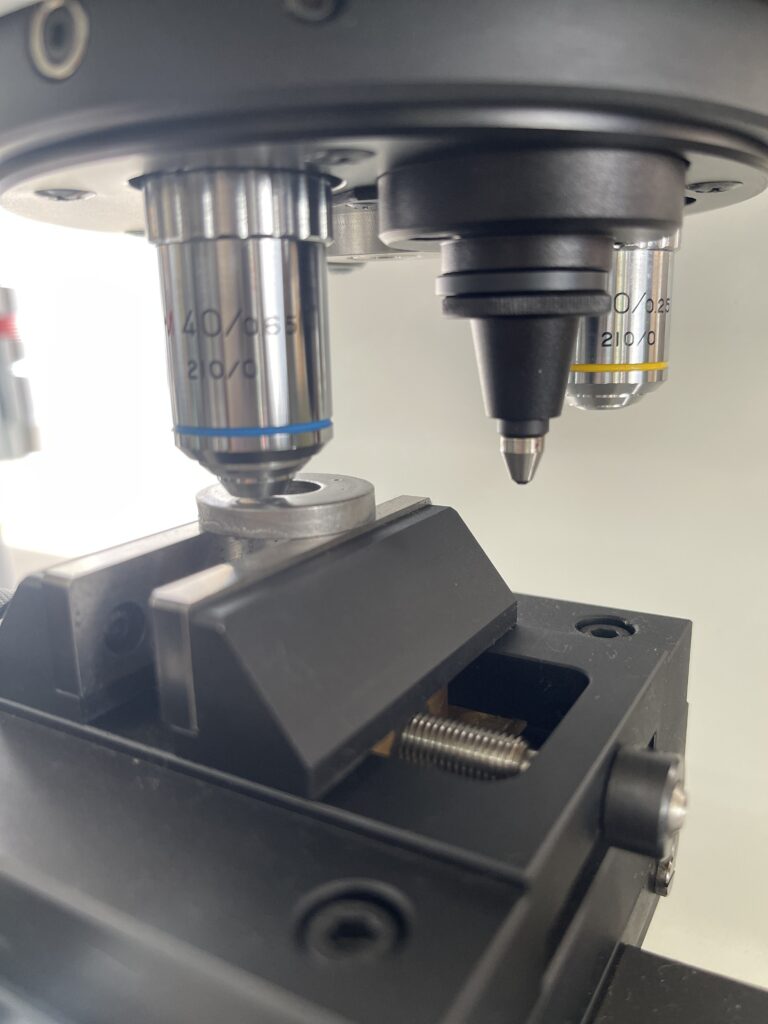
右の写真のワッシャーの処理です。
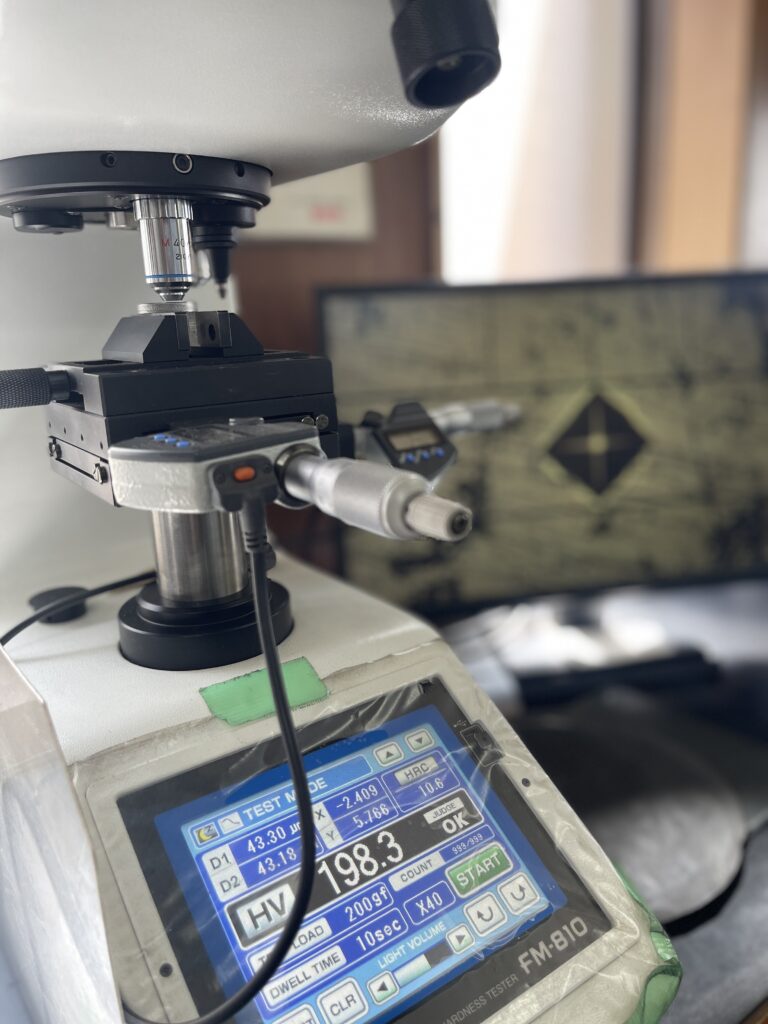
熱処理する前の生材をマイクロビッカースにて計測してみると
HV198と、とても硬いとは言えません。
このような低炭素鋼の部品を、摩耗に強くする為、表面はしっかり硬く、また、折れたり割れたりしないよう芯部は硬すぎず耐久性をもたせる為、浸炭処理を行っています。
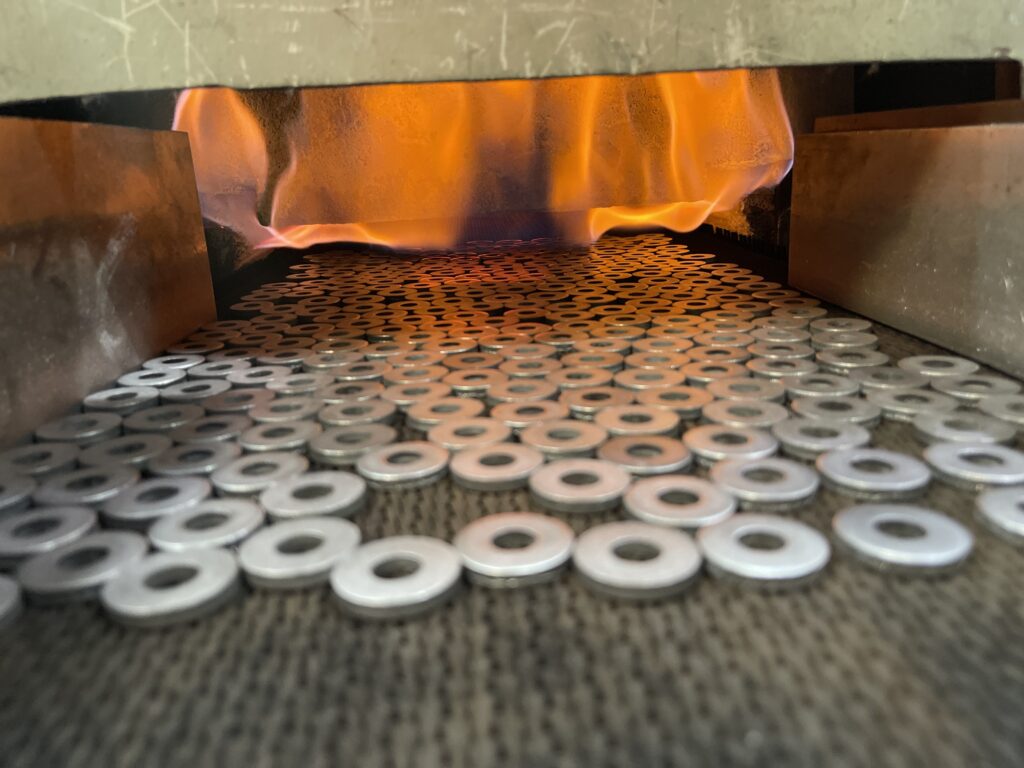
部品はメッシュ炉で加熱され、表面の性質をしっかりと強化していきます。(浸炭処理:表面に炭素を導入し、硬化層を形成します。)


では、その工程へ
メッシュ炉に投入!!
勿論、時間、温度、カーボンポテンシャル、敵注液やエアーなど細かく設定、グラフ確認等、人による確認も確実に行います。

メッシュ炉通過
ゾーンが4つあり、各所に熱電対が設置されています。
因みに、こちらのワッシャーは第1ゾーンから第4ゾーンまで、910℃.910℃.910℃.900℃に設定されています。

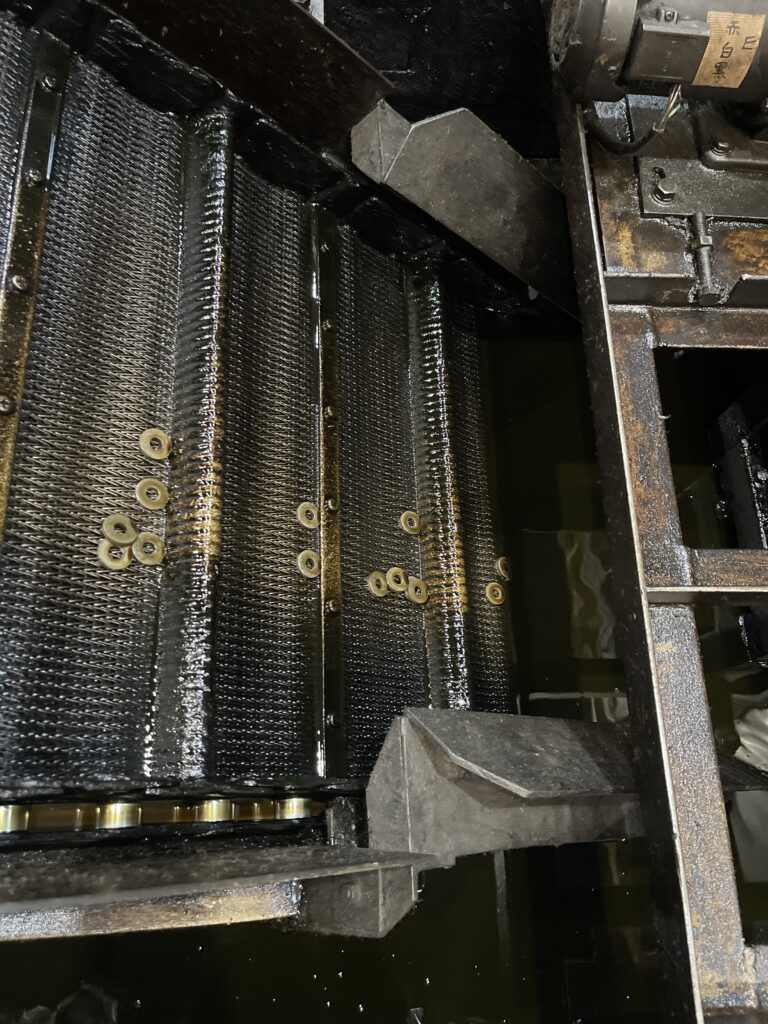
焼入れ
メッシュ炉を通過した製品がシュート口から油槽へ。油槽の温度管理や撹拌も正確に行われています。


油槽からの引き上げ
ベルトで引き上げられ、シュート口からかごに入れられます。


このかごの状態で油の洗浄工程を経て、、、
次は、焼戻し作業に入ります。


戻し炉にて。こちらのワッシャーは戻し温度180℃です。
戻し炉から出てきて、空冷され、出来上がりです!!


でもまだまだ終わりではありません。
ここから検査です。
外観検査や表面硬度、有効硬化層深さなどが規格に沿って問題ないかを丁寧に検査していきます。
今回は浸炭処理ですので、内部の検査工程を少しだけ紹介します。
内部では、表面からどのくらいまで浸炭されているか、規格どおりに≧0.2入っているかを確認するので、
まず製品を切断します。

こんな感じです。

この断面を測るために埋め込み資料を作成


できたものを番手を徐々にあげて研磨し、鏡面にします。(鏡面に近い状態でないと正確に測定できません)

そして、表面から0.05mm、100分の5ミリ!ずつ測定していきます。

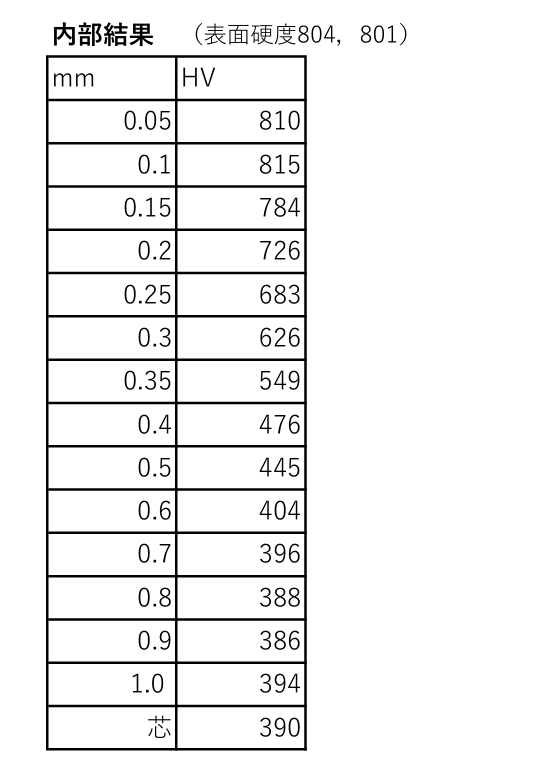
JISでは、有効硬化層深さとは、表面から内部に向かって測定した硬さ分布において、既定の基準硬さに達する位置までの深さ、としています。浸炭焼入れの基準硬さはHV550です。
今回の例では、有効硬化層深さ、規格≧0.2ということですが、0.3という素晴らしい製品となりました。
勿論、表面からひたすら深く浸炭されればよいものではありません。
最初にお話しした通り、表面は硬く!芯は柔らかく耐久性!
ですので、全浸炭、規格≦0.8とある通りこちらも問題ありません。
浸炭処理は、部品の耐久性を高める大切な工程の一つです。
部品全体を均一に処理し、安定した品質を提供しています。
小さな細かい工程の積み重ねが、高品質な製品づくりにつながっています!!





